Products
Provide Global Customers with Battery Intelligent Manufacturing Total Solutions and Services
Cylindrical cell rolling and slitting machine
Blade Cell Laser Die Cutting and Slitting Machine
Blade Cell Laser Die Cutting and Cutting Machine
Blade Cell Cutting and Stacking Machine
Blade Cell – High-speed Cutting and Stacking Machine
Blade Battery Assembly - Ultrasonic Pre-welding Cutting Machine
Blade Battery Assembly – Cathode Tab Cap Plate Laser Welding
Blade Battery Assembly – Mylar Coating
Blade Battery Assembly - Inserting& Cathode Tab Cap Plate Pre-welding
Blade Battery Assembly – Anode Tab Cap Plate Laser
Blade Battery Assembly – Anode Cap Pre-welding
Blade Battery Assembly - Full-automatic Baking Line
Blade Battery Assembly - Full-automatic Blue Tape Wrapping
Blade Battery Assembly - Full-automatic UV Insulation Spray Paint Machine
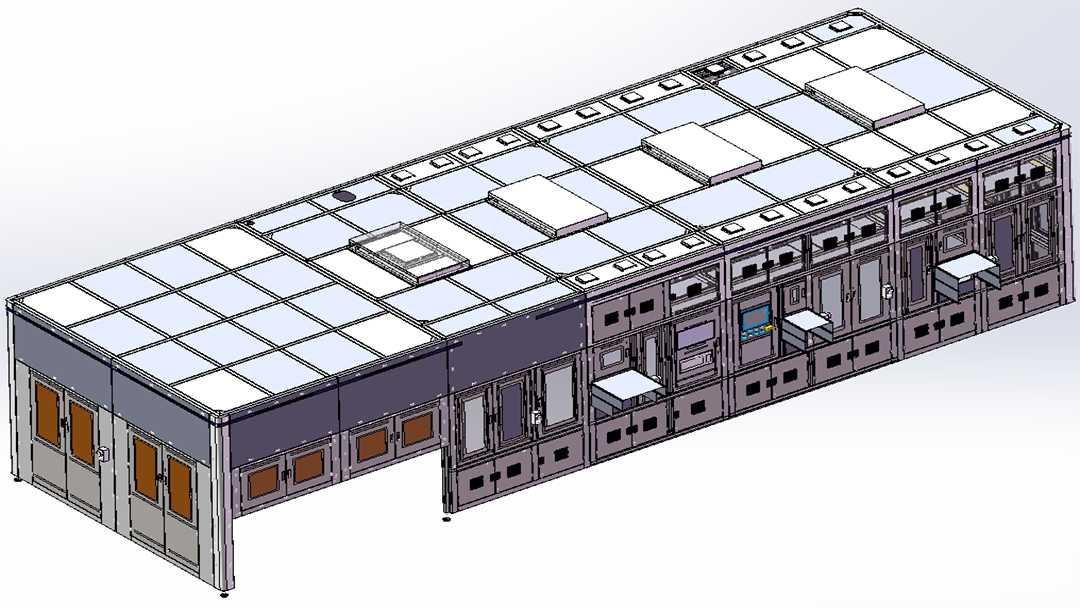
This requirement is applicable to CL series prismatic aluminum laminated cell positive cover plate pressing and pre-spot welding equipment, with cell code scanning, cell loading, anode tab bending, cell pressing, weld detection, anode cover plate pre-welding, post-welding detection, cell unloading and other functions.
The final optimal rate of equipment :≥99.5%(except bad incoming materials); Equipment failure rate :≤2%; Equipment capacity :≥16PPM;
Bending requirements: the anode tab should be bent with "Z" shaped. The front and back positions of the cover plate and the pole group should be symmetrical, and the position deviation should be less than 0.2mm; The bending adopts servo control, the bending process servo torque monitoring, increase the upper and lower pressure knife design, to ensure that the final pole ear position meets the Z-bending effect, the tab no cracking after bending, and the soft connection position no damage;
Pressing and assembly requirements: pressure 50-1000N adjustable, range can be set, real-time monitoring; The pre-solder joint position is designed as an independent pressing mechanism to ensure that the solder joint position clearance meets the requirements, and the clearance with the shell is less than 0.03mm(manual feeler detection, except for incoming material reasons);
Pre-welding requirements: Size of pre-welding joints: length 3mm* width 1mm, a total of 16 pre-welding joints, 7 on each long side, 1 on each short side;
Solder joint center position: symmetrical arrangement; Before welding, the profile instrument is configured to detect the step, the step is less than 0.25mm; It is necessary to have a straight line detection of the corner, and to detect each pre-solder position; Detection gap value ≤0.06mm;
Laser: laser, welding head configuration temperature alarm function; It is necessary to protect the internal and external optical fibers in the process of moving, detect the water shortage and conductivity, and alarm, configure the water pressure and temperature detection, and connect the information to the PLC to achieve abnormal alarm; The inlet water filter is configured, and the filtering accuracy is not less than 1500 mesh. Laser power real-time monitoring (display peak power), laser welding position increase environmental isolation design, reduce dust pollution;
Pre-welding test: test the cracking condition and position of the solder joint after pre-welding; CCD detection accuracy ±0.15mm; The detection requirements are 0% missed kill rate and less than 1% overkill rate; Add image storage function, save the original image and the processed image (including OK and NG image), OK image storage time ≥1 month, NG image storage time ≥6 months; Test each spot position of the pre-welded (both long and short sides should be tested)
All rights reserved © 2024 Shenzhen Han's Lithium Battery Smart Equipment Co., Ltd | 粤ICP备2022101647号