Products
Provide Global Customers with Battery Intelligent Manufacturing Total Solutions and Services
Cylindrical cell rolling and slitting machine
Blade Cell Laser Die Cutting and Slitting Machine
Blade Cell Laser Die Cutting and Cutting Machine
Blade Cell Cutting and Stacking Machine
Blade Cell – High-speed Cutting and Stacking Machine
Blade Battery Assembly - Ultrasonic Pre-welding Cutting Machine
Blade Battery Assembly – Cathode Tab Cap Plate Laser Welding
Blade Battery Assembly – Mylar Coating
Blade Battery Assembly - Inserting& Cathode Tab Cap Plate Pre-welding
Blade Battery Assembly – Anode Tab Cap Plate Laser
Blade Battery Assembly – Anode Cap Pre-welding
Blade Battery Assembly - Full-automatic Baking Line
Blade Battery Assembly - Full-automatic Blue Tape Wrapping
Blade Battery Assembly - Full-automatic UV Insulation Spray Paint Machine
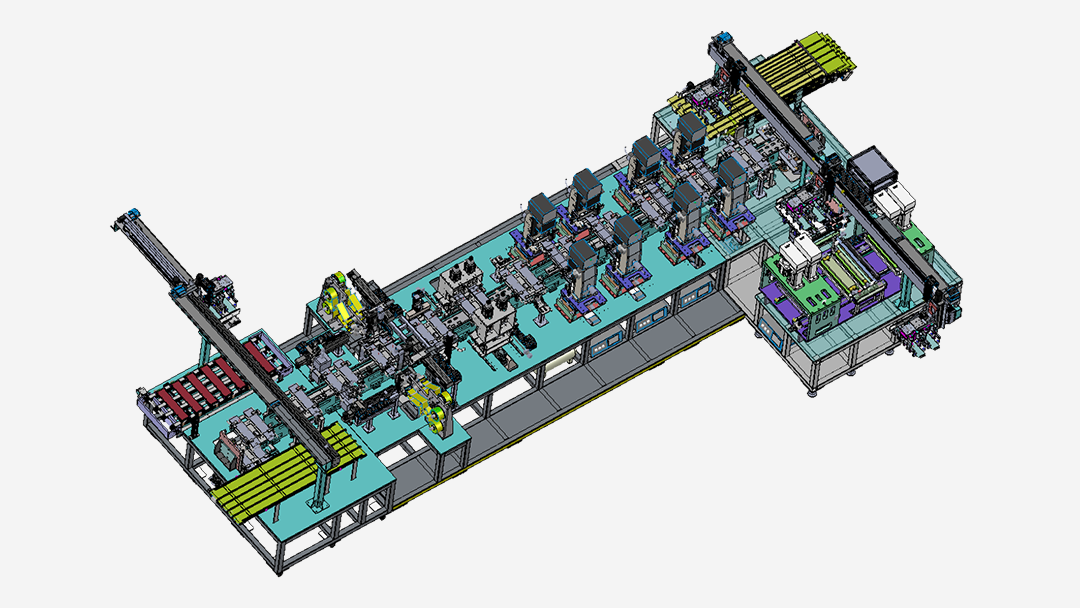
The equipment is mainly used for ultrasonic welding machine to pre-weld the cell and the tab, and the tab is formed into the desired shape (including loading and unloading logistics line, code scanning, Hi-pot detection/thickness measurement, tab folding CCD detection (including the positive and negative most outer tab folding and diaphragm, tab pieces folding), ultrasonic pre-welding (flat tooth welding process), tab cutting, welding printing, post-welding CCD detection and so on.
The final optimal rate of equipment :≥99.5%(except bad incoming materials); Failure rate ≤2%; CMK:≥1.67(welding tension); Equipment capacity: ≥ 16PPM;
Hi-pot test requirements: pressure design 5t, pressure accuracy ±3%, flatness ≤±0.04mm, parallelism ≤±0.08mm, pulse type, test time 200-400ms adjustable, voltage 50-1000V adjustable, VD1≤5%, VD2≤10%, equipped with calibration standard resistance (provided by customers);
Thickness measurement requirements: Pressure adjustable from 100-600 kgf, pressure accuracy of ± 3%, repeatability accuracy of ± 0.015mm, calibration block accuracy of ± 0.05mm, single-pole configuration with 2 detectors, press plate flatness ≤ ± 0.04mm, upper and lower press plate parallelism ≤ ± 0.08mm.
Welding mark requirements: anode welding size: single welding 6*30m㎡, cathode welding size: single printing 6*40m㎡; A single tab is welded 2EA each time, and the welding mark is 5mm, a total of 2 times 4EA; Welding tension requirements ≥50N; Residue >50%, the effective area of the first three layers of peeling residue welding impression ≥90%, the middle layer ≥ 10%;
Adhesive size (length x width, unit mm): Anode upper position 18±5*68mm, Anode lower position 24 ±5*68mm, Cathode upper position 16±5*98mm, , Cathode lower position 16±5*98mm; CCD was used to detect the effect, position, size and missing patch of the upper and lower adhesive positions, and the detection accuracy (according to 5 pixels) was ±0.15m, the missing kill rate was 0%, and the overkill rate was less than 1%.
Tab cutting knife :1. Material super hard alloy, life > 300,000 times, tab section burr after cutting ≤50um, no wire drawing; After cutting: positive tab 20±1mm; Negative tab 13±1mm;
CCD detection :1.CCD camera 5 million pixels, 2. Tab cutting detection accuracy ±0.5m, 3. Tab alignment detection accuracy ±0.1mm, 4. Folding/cutting detection miss rate 0%, overkill rate ≤1%; 5. Post-welding CCD detection: welding crack (welding crack length ≥ 1mm), welding size, welding position, poor welding, etc., miss rate 0%, overkill rate ≤1%;
Dust removal requirements :1. Sealed dust removal, end wind speed ≥25m/s;2. Real-time monitoring of negative pressure wind pressure, alarm over the lower limit (dust removal air volume, position adjustable)
All rights reserved © 2024 Shenzhen Han's Lithium Battery Smart Equipment Co., Ltd | 粤ICP备2022101647号